








- Cornu ultrasonicu
- Macchina di saldatura di plastica à ultrasoni
- Macchina di saldatura di metalli à ultrasoni
- Macchina da cucire à ultrasoni
- Dispositivu di taglio à ultrasoni
- Omogeneizzatore ultrasonicu
- U generatore à ultrasoni
- Trasduttore à ultrasoni
- Saldatura à punti à ultrasoni, saldatura manuale
- Macchina à sigillatura di tubi à ultrasoni
- Macchina à piastra giratoria à ultrasoni
- Macchina di surtita d'acqua
- Flangia









01




Cumu cuncepisce stampi di saldatura à ultrasoni (teste di saldatura)
Dettagli chjave di u cuncepimentu
U stampu di saldatura à ultrasoni (testa di saldatura) hè u core di u trasferimentu d'energia. U so cuncepimentu gira intornu à trè dimensioni principali: adattazione acustica, adattazione strutturale è trasfurmazione di i materiali. Quessi fattori determinanu direttamente a qualità di saldatura è a stabilità di l'attrezzatura. I punti chjave sò i seguenti:
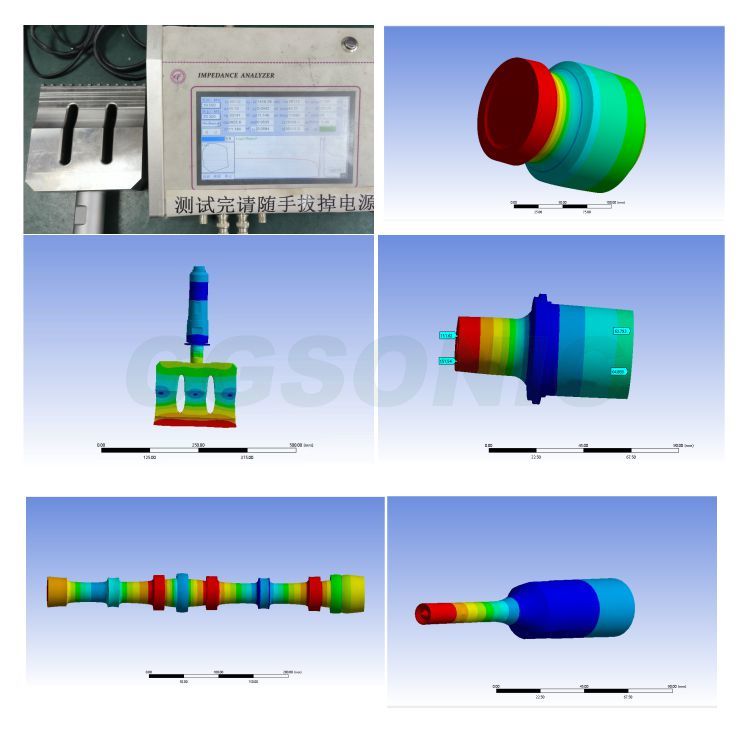
I. Corrispondenza di e prestazioni acustiche (prerequisitu fundamentale)
A testa di saldatura deve agisce cum'è un risonatore è esse adattata precisamente à a frequenza di l'apparecchiatura per evità perdite d'energia è danni à l'apparecchiatura. I modi di vibrazione sò ottimizzati per mezu di a simulazione acustica per assicurà una distribuzione uniforme di l'ampiezza è eliminà a concentrazione di stress. L'ampiezza hè impostata razionalmente secondu a durezza di u materiale di saldatura, mentre si cuntrolla u rapportu di amplificazione di l'ampiezza per equilibrà l'efficienza di saldatura è a durata di vita di u stampu.
II. Superficie di Saldatura è Cuncepimentu Strutturale Generale
U cuncepimentu di a superficia di saldatura deve equilibrà a cuncentrazione di l'energia è a prutezzione di u pruduttu: i mudelli di guida di l'energia devenu esse aghjunti per fucalizà l'energia è accelerà a saldatura; e strutture di pusizionamentu è di sicurezza devenu esse aduprate per impedisce u spustamentu di u pruduttu o u piazzamentu inversu. E zone senza saldatura devenu esse sgomberate, cù bordi smussati o arrotondati per impedisce danni à u pruduttu è crepe di u stampo. U disignu generale deve equilibrà a leggerezza è a rigidità; e zone micca critiche ponu esse svuotate, è i stampi à manicu longu devenu avè nervature di rinforzu per impedisce a deformazione.
III. Selezzione è trasfurmazione di i materiali
I materiali devenu equilibrà e prestazioni acustiche, a forza è a resistenza à l'usura: e leghe di titaniu sò adatte per applicazioni di alta precisione è di grande vulume; e leghe d'aluminiu offrenu un altu rapportu qualità-prezzu è sò adatte per a produzzione di picculi è medi vulume; l'acciaiu per utensili hè adupratu per a saldatura di materiali duri è quelli chì cuntenenu fibra di vetru. I trattamenti termichi o superficiali adatti sò applicati in basa à e proprietà di u materiale per migliurà a resistenza à l'usura è a durata di vita di u stampo.
IV. Punti chjave di cunnessione è verificazione
A superficia di cunnessione cù u trasformatore d'amplitude deve adattassi precisamente per assicurà a concentricità è l'efficienza di trasferimentu d'energia. Dopu chì u disignu hè cumpletatu, si facenu simulazioni, prove di saldatura è prove di vita per verificà chì a qualità di a saldatura è a stabilità di u stampo rispettanu i standard. U disignu mudulare pò esse aduttatu per migliurà l'adattabilità di u produttu è riduce i costi.